شرکت آپا، طراح و سازنده محصولات پیشرفته، انواع پرینترهای سه بعدی
رزین و ریختگری رزین
مقدمه: برخی از طلا و جواهر سازان در ریختگری رزین با مشکلات زیادی مواجه می شوند. دلایل متعددی برای مشکلات ریختگری رزین وجود دارد که ساده ترین آن انجام ریختگری توسط طلاساز مشابه موم است. رزینها رفتار بسیار متفاوتی با موم دارند و نکات زیادی در این پروسه وجود دارد که در اینجا به طور مفصل به آنها می پردازیم.
رزین ریختگری چیست: رزین ریختگری پرینتر سه بعدی، Castable photo resin for 3d printers در حالت مایع شامل چهار ترکیب اصلی است. اول انواع مونومر Monomer و الیگومرها Oligomer که عمدتا از نوع اکریلاتی Acrylates هستند. دوم آغازگر نوری Photo Initiator. سوم وکس Wax و چهارم سایر افزودنی ها نظیر رنگ Dye و دانه رنگ ها Pigment است.
منومرها دارای مولکولهای با طول کم و الیگومرها دارای مولکول های طویلتری هستند و نسبت وزنی عمده رزین را تشکیل میدهند. آغازگر نوری با جذب فوتون های نور (عموما در طیف ۳۶۰ تا ۴۱۰ نانومتر)، رادیکال آزاد تولید می کند (نوع دیگر این فرآیند پلیمریزاسیون کاتیونی نام دارد که روش پلیمریزاسیون رادیکالFree radical polymerization آزاد متداولتر است) و رادیکال آزاد باعث ایجاد واکنش زنجیره ای اتصال مولکولهای مونومر و الیگومر به یکدیگر شده و جسم جامد یا پلیمر ساخته می شود. برای تسهیل تخریب و ازبین رفتن رزین در پروسه ریختگری (ریختگری دقیق Investment Casting)، از انواع موم ها در رزین ها استفاده می شود. بواسطه دمای ذوب کم موم، در حرارت دهی به سیلندر قالب، رزین سریعتر تخریب می شود. در برخی از رزینها بجای وکس یا موم از مونومرهای واسط با دمای ذوب کمتر استفاده می شود. افزودنی های دیگری نیز به رزین اضافه می شود که مهمترین آن رنگ یا رنگدانه است. وظیفه اصلی این مواد تنظیم رزولوشن، جلوگیری از پخش نور و در کل ایجاد ممانعت نوری Photo inhibition است. در مواردی که بجای رنگ از رنگدانه استفاده شود، پس از مدتی رنگدانه ها تهنشین شده و پیش از شروع پرینت باید رزین را کاملا هم زد.
عموم رزین ها دارای عمر نگهداری در ظرف Shelf life در حدود ۱۲ ماه هستند. رزینهایی که در شرف خراب شدن هستند افزایش لزجت یا چسبندگی Viscosity پیدا می کنند و درصورتیکه کاملا خراب شوند تبدیل به ژل یا جامد می شوند. بهتر است که رزینها را در ظروف از جنس PVC (ظروف از جنس ABS توسط رزین خورده می شوند) و بدور از نور محیطی، خصوصا نور آفتاب و لامپهای مهتابی لوله ای و در دمای خنک ۴ تا ۲۵ درجه سانتیگراد نگهداری کرد.
آماده سازی رزین پیش از شاخه کردن: پس از اتمام پروسه پرینت قطعات ریختگری، قطعات از صفحه ساخت Build plate را جدا کرده و بجهت صرفه جویی مصرف رزین می توانید آنها را در یک توری فلزی و یا پلاستیکی از جنس PP یا PVC قرار دهید و با باد ولرم سشوار، مانده رزین های مایع را جدا کنید. دقت کنید حرارت زیاد سشوار می تواند باعث پلیمر شدن رزین شود. پس از آن قطعات را در الکل ایزو پروپانول (ایزوپروپیل الکل) IPA خالص قرار دهید (وجود آب در الکل می تواند باعث ترک در قطعه شود). در این مرحله الکل شما پس از چند بار شستشو کثیف می شود و برای شستشوی بهتر باید الکل کثیف را به عنوان شستشوی اولیه قطعات و یک ظرف الکل تمیز برای شستشوی نهایی فرآهم کنید. به مرور که الکل تمیز نیز کثیف شد، جای خود را به الکل کثیف قبلی داده و الکل تمیز باید جایگزین شود. دیده شده است که برخی از کاربران الکل متانول را جایگزین ایزوپروپیل الکل می کنند که این کار بواسطه سمیت زیاد متانول و جذب پوستی و استنشاقی آن توسط انسان و ایجاد کوری به هیچ عنوان پیشنهاد نمی شود. دقت کنید که اگر رزین مایع روی سطح قطعات باقی بماند؛ بواسطه وجود اکسیژن در هوا و پدیده ممانعت پلیمر شدن رزین در حضور اکسیژن، این رزین در فرآیند پساپلیمر شدن Post curing، پلیمر نخواهد شد و بصورت مایع باقی خواهد ماند که در ریختگری می تواند با سطح گچ واکنش داده و باعث ایجاد خوره Porosity شود. نکته دیگر آنست که برخی از انواع رزین نباید زمان طولانی در الکل باقی بمانند؛ در غیر اینصورت باعث ایجاد اعوجاج، غری و یا خروجی برخی از مواد داخل رزین به سطح آن می شود.
پس از شستشوی کامل قطعات، مرحله پساپلیمر شدن یا Post curing باید انجام شود. در این مرحله باید رزین در معرض تابش نور فرابنفش UV با طول موج ۳۶۵ تا ۴۰۵ نانومتر قرار گیرد. مدت زمان مورد نیاز برای تابش بستگی کامل به ضخامت قطعه، نوع رزین و قدرت لامپ فرابنفش دارد. دقت کنید که نور فرابنفش برای چشم و پوست انسان مضر است. برخی از رزینها نیازی به طی این مرحله ندارند که جهت اطلاع از این مورد می توانید به اطلاعات فنی رزین مراجعه کنید.
بررسی مشکلات ریختگری رزین: مشکلات متعددی در ریختگری رزین می تواند بوجود آید که در اغلب موارد برای افراد نا آشنا، دلیل آن ریختگری رزین به روش سنتی ریختگری موم است. رفتار رزین با رفتار موم بسیار متفاوت است. اغلب رزین های ریختگری در دمای تقریبی ۴۰۰ درجه سانتیگراد شروع به ذوب شدن و یا تخریب شدن ساختار می کنند در حالی که دمای ذوب موم بسیار کمتر از این مقدار است. پس ذوب شدن و یا تخریب رزین، فرآیند سوختن رزین باید رخ دهد. دقت کنید که فرآیند سوختن نیاز به حضور اکسیژن هوا دارد، در غیر اینصورت رزین مایع شده شروع به جوشیدن میکند و رزین تخریب شده تبدیل به عناصر نسوخته می شود. به این منظور تهویه کوره باید مناسب باشد تا در این مرحله و بعد از آن منجر به سوختن کامل رزین شود. در تمام مراحل پیشنهاد می شود که سر تغذیه سیلند در کوره به سمت پایین باشد. در ادامه به عمده ترین مشکل ریختگری رزین یعنی ایجاد خوره در سطح و انواع آن و روش رفع مشکلات بصورت تصویری می پردازیم.
خوره یا تخلخل سطح قطعه: یکی از رایجترین مشکلات در ریختگری رزین خوره یا تخلخل سطح است. این مشکل دارای سه عامل اصلی است. اول خوره ناشی از باقی ماندن مقداری از رزین نسوخته و یا خاکستر و یا نخاله و عنصر خارجی، دوم اکسید شدن آلیاژ فلز مذاب، سوم، خوره ناشی از انقباض فلز مذاب به فلز جامد، چهارم خوره ناشی از گاز در قسمت ریختگری قطعه (جوشیدگی)، پنجم خوره ناشی از سرد بودن مذاب یا فلاسک و ششم خوره ناشی از عدم تناسب درست آب با گچ.
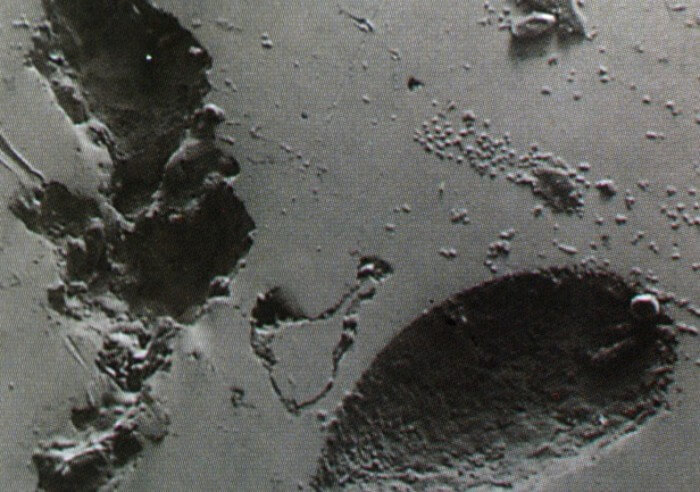
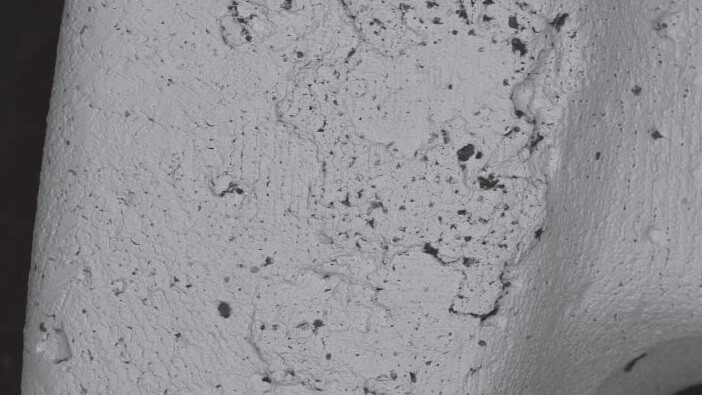
خوره ناشی از باقیمانده رزین و یا نخاله inclusion porosity: در این حالت حفره ها و سوراخها بصورت نامنظم ایجاد می شود و سوراخها دارای فرم خاصی نیستند. اگر خوره ناشی از رزین نسوخته باشد، صرفا در سطح کار ایجاد می شود و اگر ناشی از نخاله خارجی شامل قطعات ریز گچ باشد؛ میتواند در سطح و یا زیر سطح ایجاد شود.
راه حل رزین نسوخته: رزین به نحو بهتری شستشو داده شود تا رزین مایع روی سطح قطعه نماند. شدت و زمان Post cure را در نور فرابنفش افزایش دهید، سیکل پخت خود را اصلاح کنید، اکسیژن دهی به کوره را در پخت سیلندر افزایش دهید، سر سیلندر را در سیکل پخت به سمت پایین قرار دهید، ترموکوپل کوره را جهت نمایش صحیح دما چک کنید.
راه حل نخاله خارجی: محیط داخل کوره تمیز باشد، سر سیلند به سمت پایین باشد، موم شاخه اصلی و سر درجه ها تمیز باشد.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
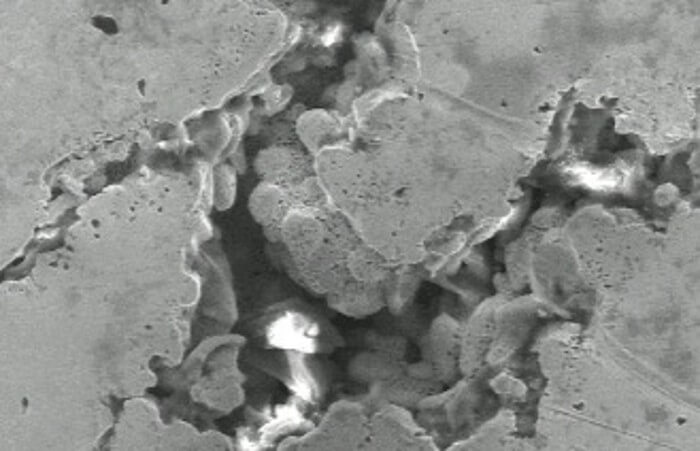
خوره ناشی از اکسید شدن آلیاژ فلز مذاب oxide inclusion porosity: در این شرایط بخشی از آلیاژ فلز مذاب اکسید شده و باعث ایجاد تخلخل در قطعه کار میکند. این نوع خوره عموما پس از پوست و پرداخت خود را نشان می دهد. این نوع خوره عموما تشابه زیادی با خوره انقباضی دارد.
راه حل اکسید شدن آلیاژ فلز مذاب: آلیاژ دارای ناخالصی است و تعویض و یا خالص سازی شود، فلز مذاب بدور از تماس با اکسیژن باشد (استفاده از گاز خنثی مثل آرگون)، تا حد ممکن از استفاده از فلز روی یا Zinc صرف نظر شود.
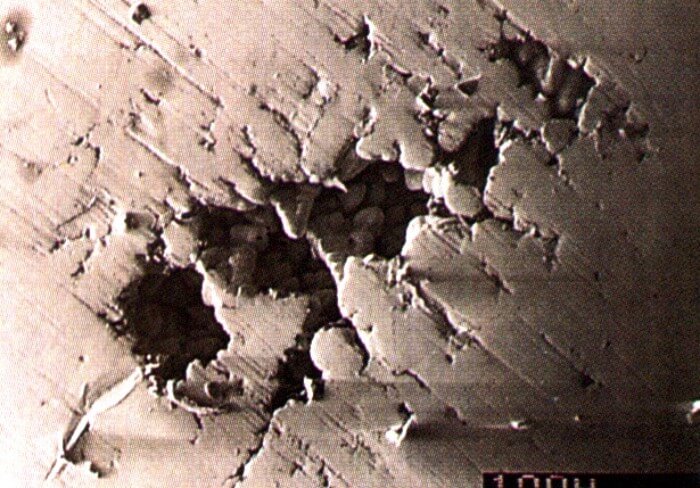
خوره ناشی از انقباض فلز مذاب shrinkage porosity: زمانیکه فلز مذاب سر می شود و از حالت مذاب به جامد تبدیل می شود، حداقل ۱% کاهش حجم پیدا می کند. در این زمان اگر محل تغذیه مذاب قطعه شامل سردرجه و یا پل های تغذیه قطعه نازک باشند، مذاب در این محل ها زودتر جامد شده و امکان جبران انقباض بخشهای قطورتر که دیرتر سرد و جامد می شوند را ندارد و در این حالت انقباض فلز در اثر سرد شدن بخشهای قطور مقداری هوا را از تخلخل گچ به سطح قطعه می مکد و باعث ایجاد این نوع خوره در سطح کار می شود. لبه تخلخل ها در این نوع خوره عموما بصورت دندانه دندانه است.
راه حل خوره ناشی از انقباض فلز: دمای فلاسک را بالاتر ببرید، سردرجه را ضخیمتر کنید، پل های تغذیه مذاب برای قسمت های ضخیم قطعه درنظر بگیرید، سر درجه را به قسمت ضخیم قطعه وصل کنید.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
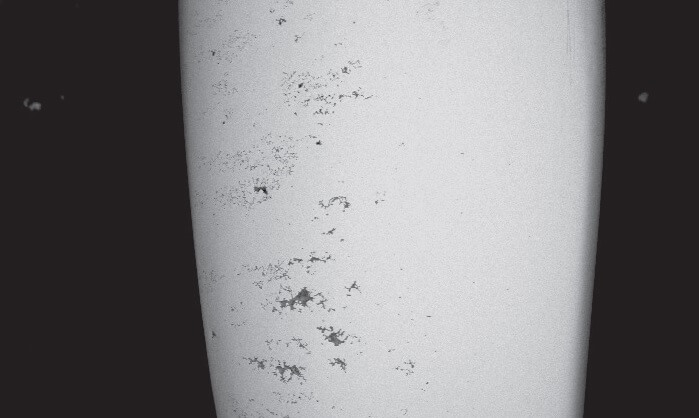
خوره گازی gas porosity: این نوع از خوره عموما در سطوح صاف و بصورت سوراخ های سوزنی و مدور دیده می شود. دلیل ایجاد این نوع از خوره ایجاد گاز در مرحله تزریق مذاب به سیلندر است. این گازها می تواند در اثر برخورد مذاب بسیار داغ با سطح گچ و ایجاد گاز اکسید سولفور بوجود آید و یا در اثر سوختن ناخالصی های موجود در مذاب شکل گیرد.
راه حل خوره گازی: دمای فلاسک یا مذاب را کاهش دهید، از آلیاژ فلز تمیز و بدور از ناخالصی استفاده کنید.
{kind=link}
{kind=link}
{kind=link}
خوره عدم تناسب آب با گچ gypsum to water ratio: این نوع از خوره در سطح کار ایجاد می شود. اگر مقدار گچ بیش از مقدار مناسب باشد، شستن و پاک کردن شاخه از گچ سخت و دشوار می شود و اگر مقدار آب بیش از حد باشد، پس از خشک شدن گچ و در سطح آن حفره های ناشی از انقباض گچ ایجاد می شود.
راه حل خوره عدم تناسب آب با گچ: باتوجه به اطلاعات فنی گچ نسبت آب به گچ را تنظیم کنید.
برای دانلود اطلاعات فنی دو مدل از گچ های متداول بازار شامل گلداستار امگا پلاس و پرستیژ اپتیما کلیک کنید.
references
Defects analysis and classification of the most common problems in the production processes of gold alloys (progold master alloys)
www.heraeus.com