شرکت آپا، طراح و سازنده محصولات پیشرفته، انواع پرینترهای سه بعدی
رفع اشکال در پرینت سه بعدی فیلامنتی
پرینترهای سه بعدی فیلامنتی با استفاده از ذوب رشته ای از انواع ترموپلاستیک ها و یا کامپوزیتی از انواع ترموپلاستیک ها با سایر مواد کار می کنند. مواد ذوب شده توسط قطعه تزریقگر اکسترودر ایجاد می شوند و توسط نازل و به کمک محورهای مختصات حرکتی بصورت لایه به لایه روی هم قرار گرفته و قطعه سه بعدی را می سازند. در پروسه چاپ سه بعدی توسط فیلامنت مشکلات عدیده ای می تواند ایجاد شود که در این بخش بصورت تصویری به آن موارد و روش رفع ایراد آن می پردازیم.
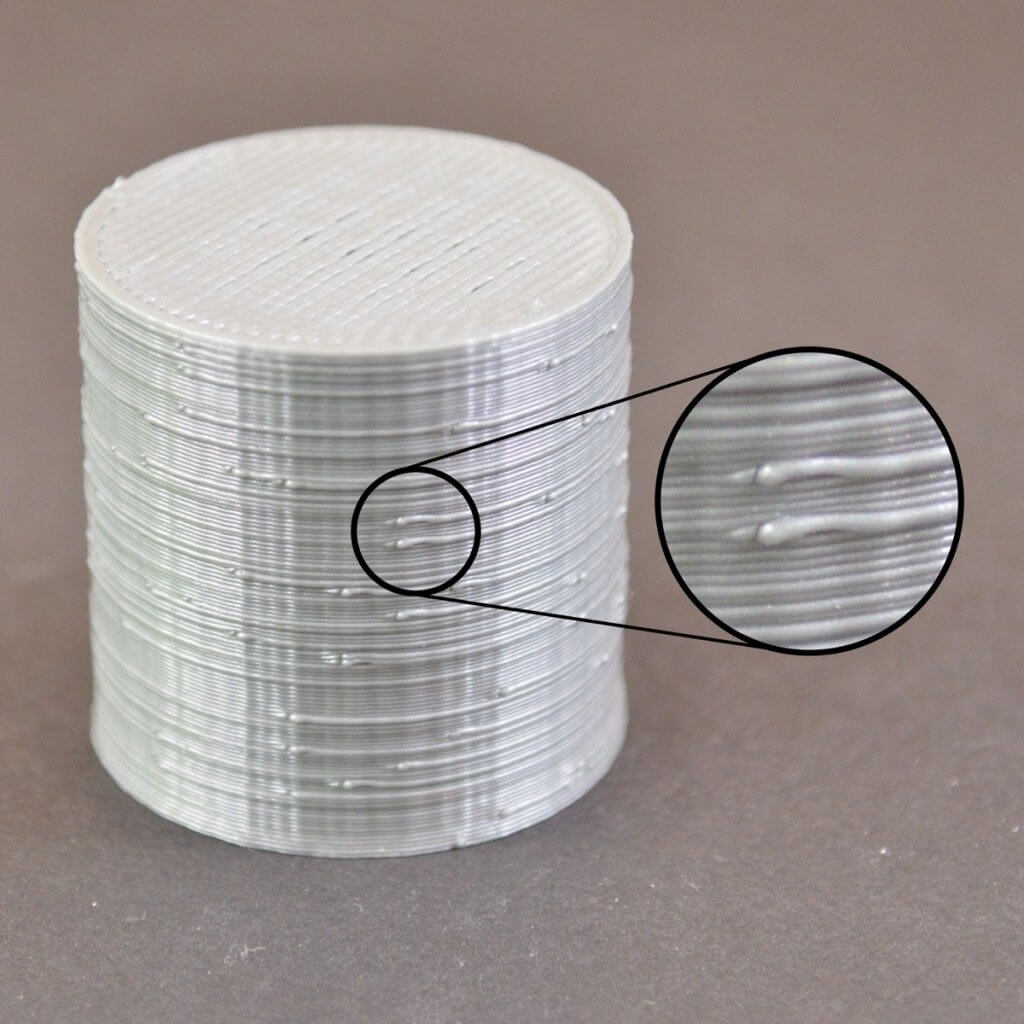
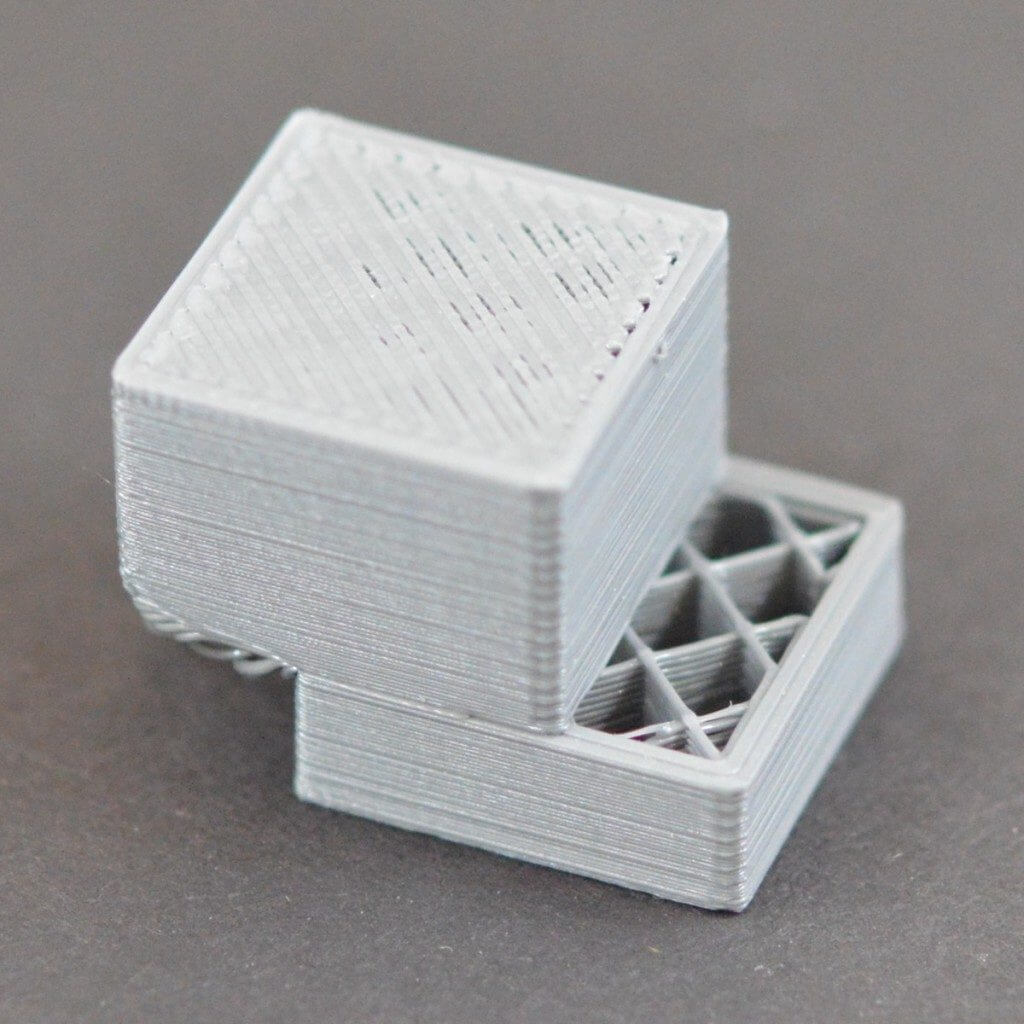
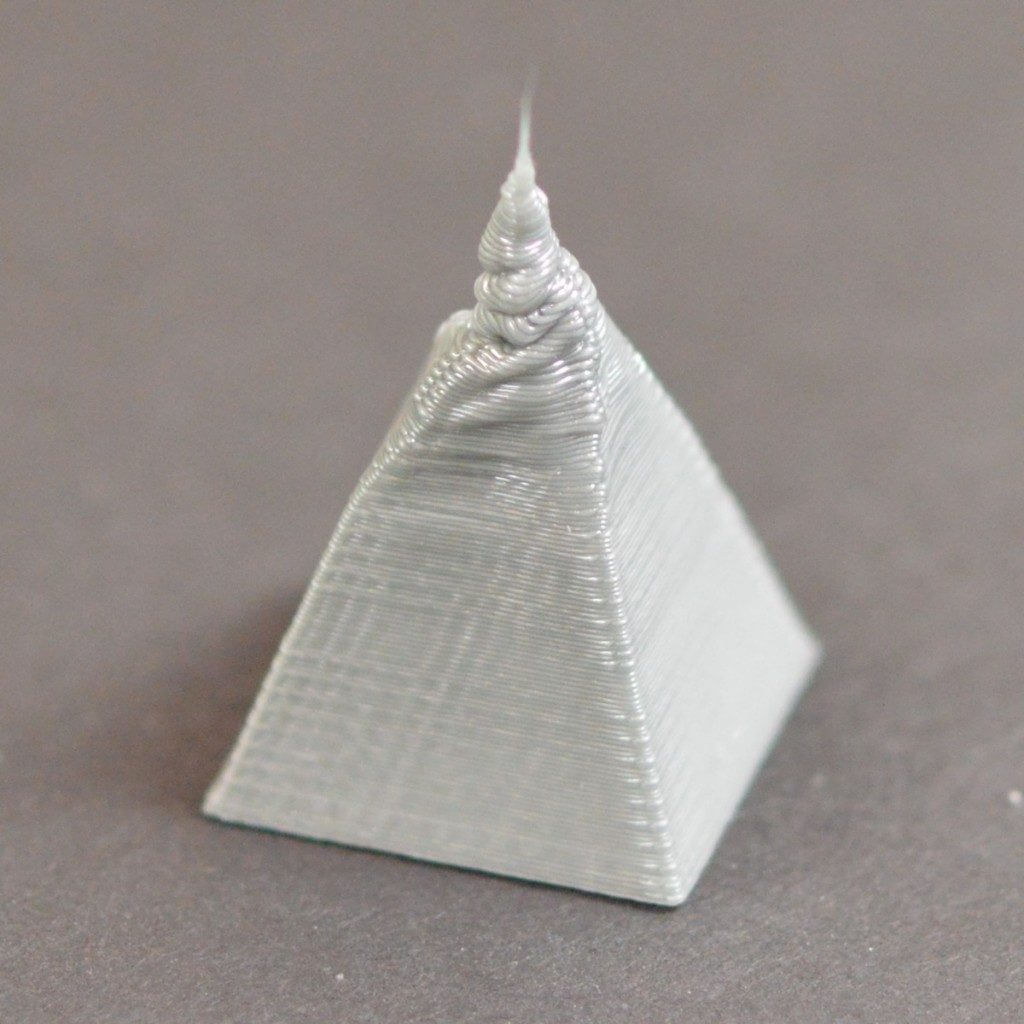
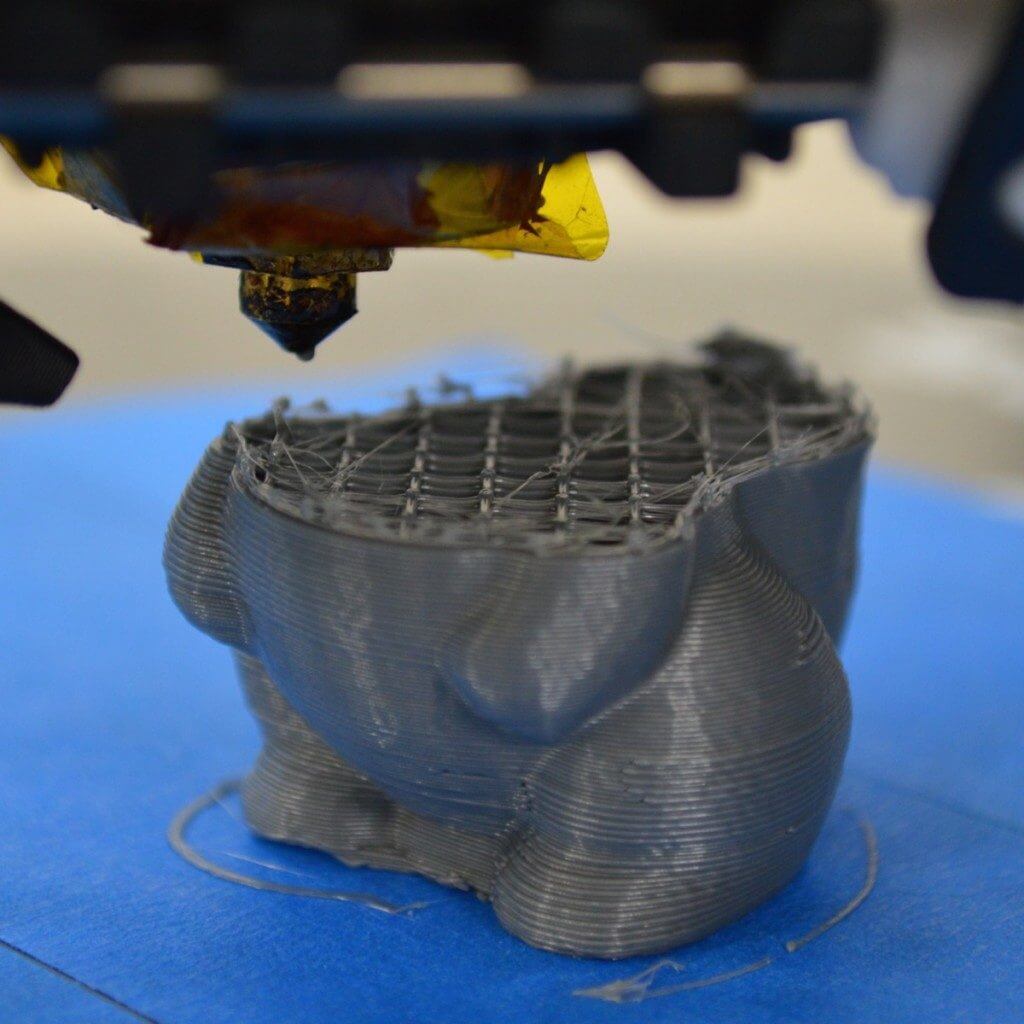
نوع ایراد: اضافه تزریق در لایه ها
دلیل ایراد: تنظیمات retraction و تزریق اضافه یا کم
روش رفع ایراد: تنظیمات retraction را بهینه کنید
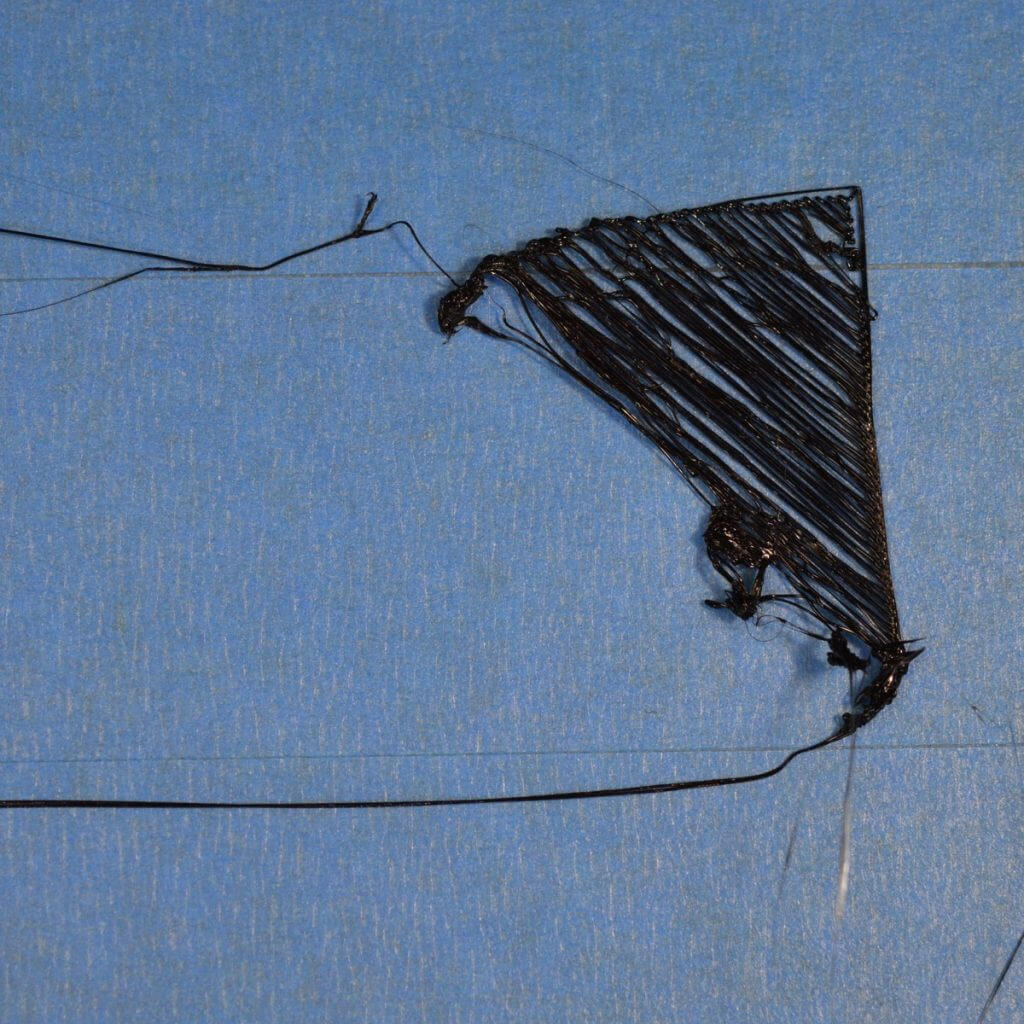
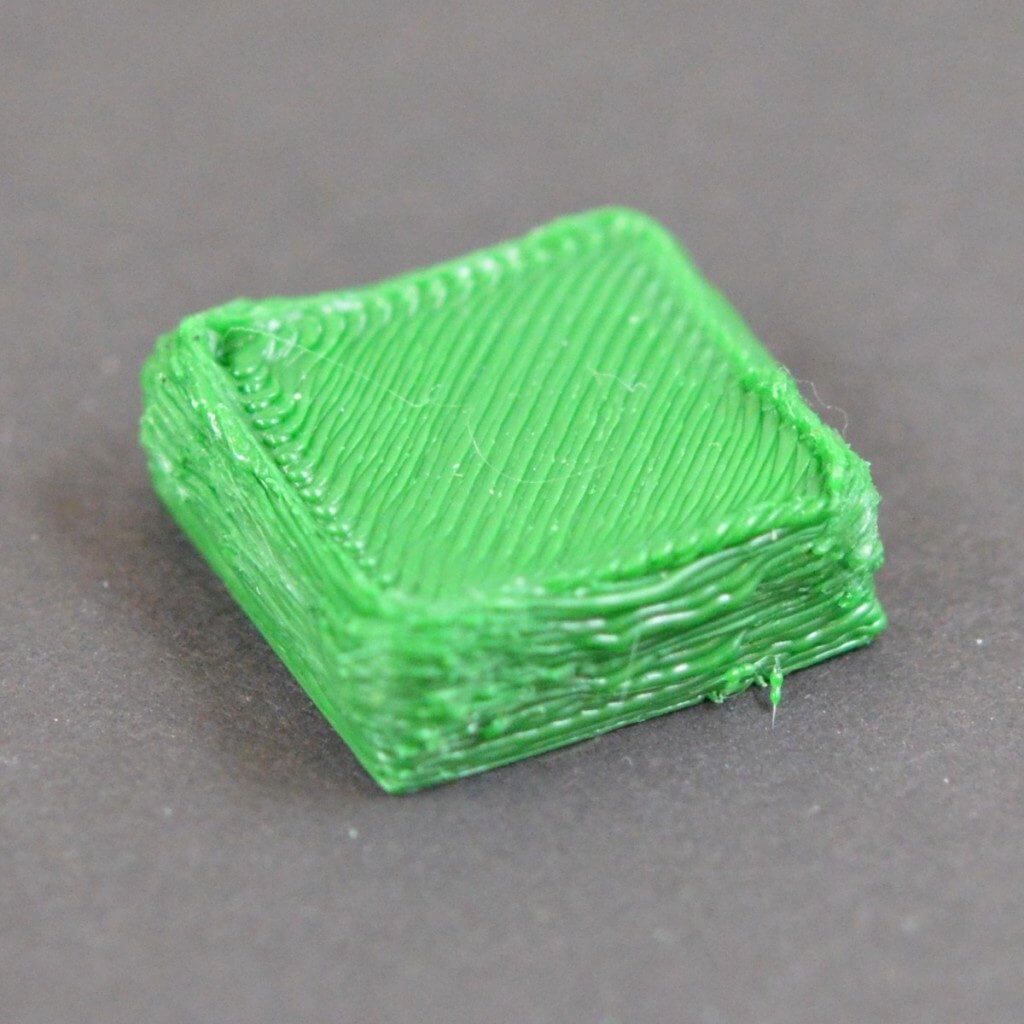
نوع ایراد: نچسبیدن لایه اول به میز ساخت
دلیل ایراد: سرد بودن میز ساخت، چسبندگی کم میز ساخت، کم بودن دمای نازل، فاصله زیاد نازل از میز ساخت
روش رفع ایراد: دمای میز ساخت را افزایش دهید، از لایه چسبنده مثل چسب PLA یا ABS استفاده کنید، دمای نازل را افزایش دهید، کالیبراسیون مجدد میز ساخت یا فاصله نازل تا میز ساخت را کم کنید
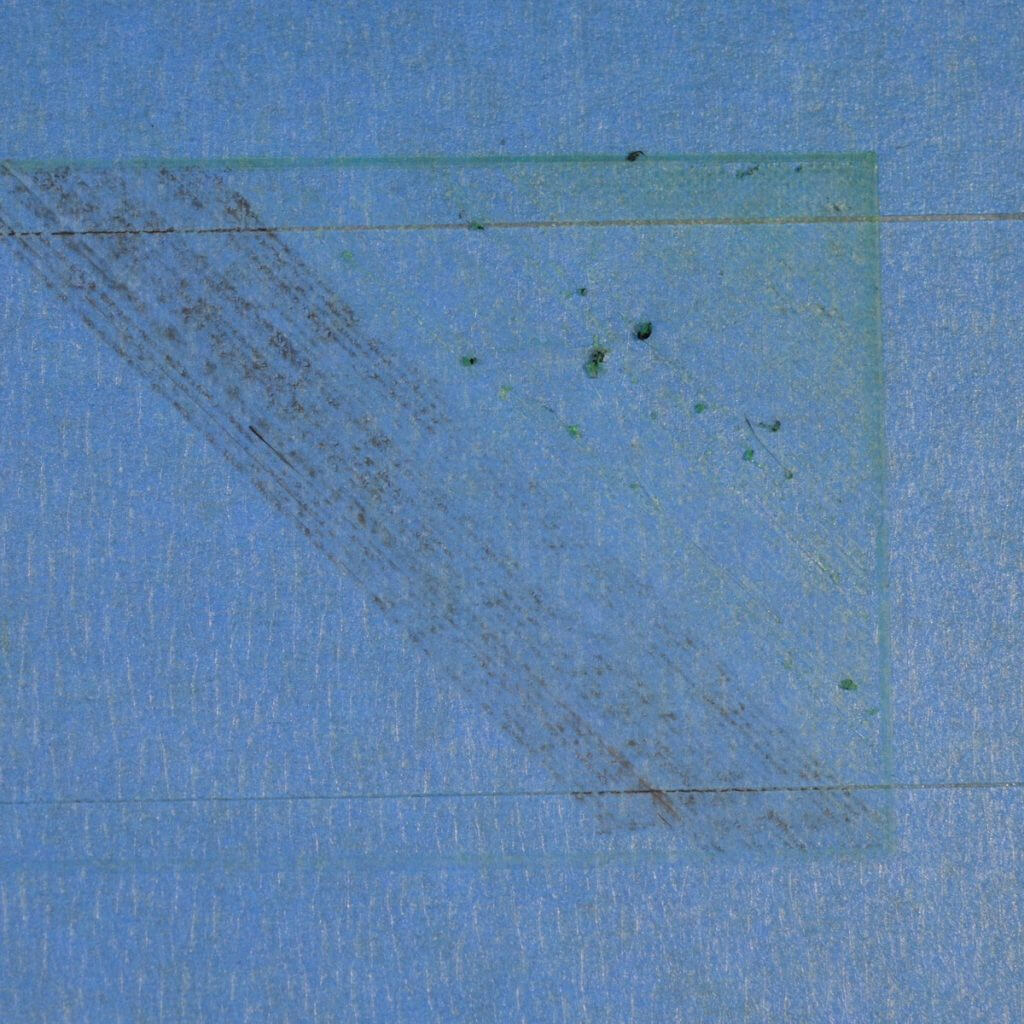
نوع ایراد: عدم تزریق در لایه اول پرینت
دلیل ایراد: گرفتگی نازل، نزدیکی بیش از حد نازل به میز ساخت، دمای پایین نازل، فشار کم فنر اکسترودر
روش رفع ایراد: پاکسازی نازل، کالیبراسیون میز ساخت، افزایش دمای نازل، افزایش فشار فنر اکسترودر
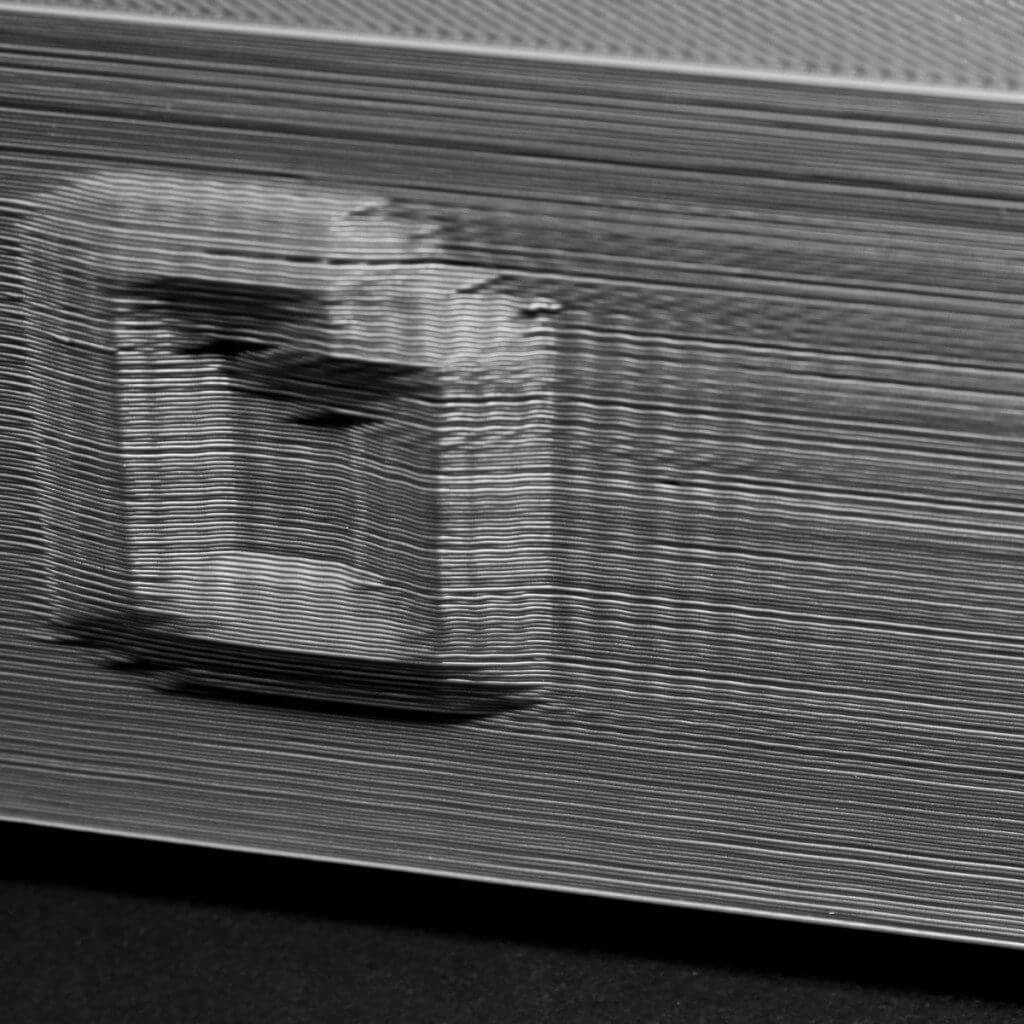
نوع ایراد: ایجاد لرزش و سایه در دیواره ها
دلیل ایراد: سرعت پرینت زیاد است، مقدار شتاب زیاد است، مکانیزم های حرکتی x,y فرسوده یا لق هستند
روش رفع ایراد: سرعت پرینت را کم کنید، مقدار شتاب حرکت را کم کنید، مکانیزمهای حرکتی x,y را بررسی کنید
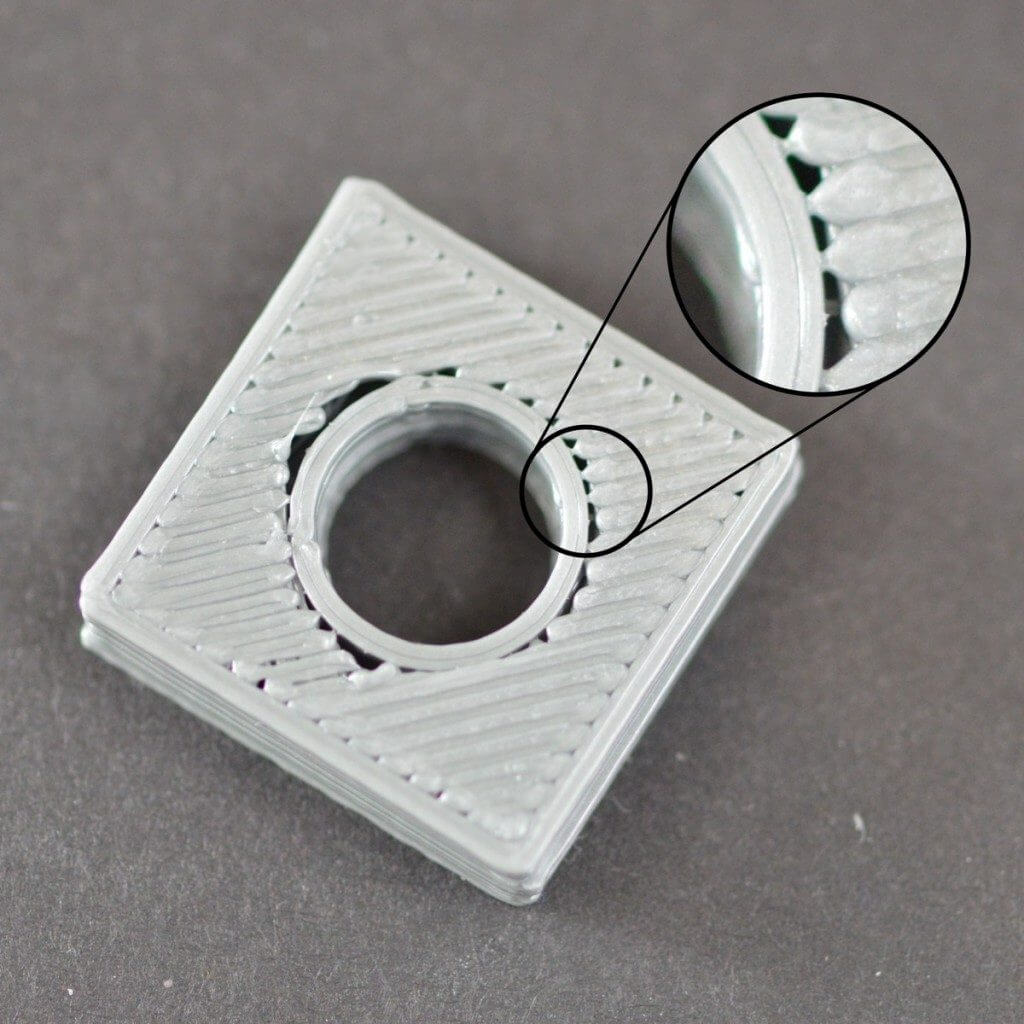
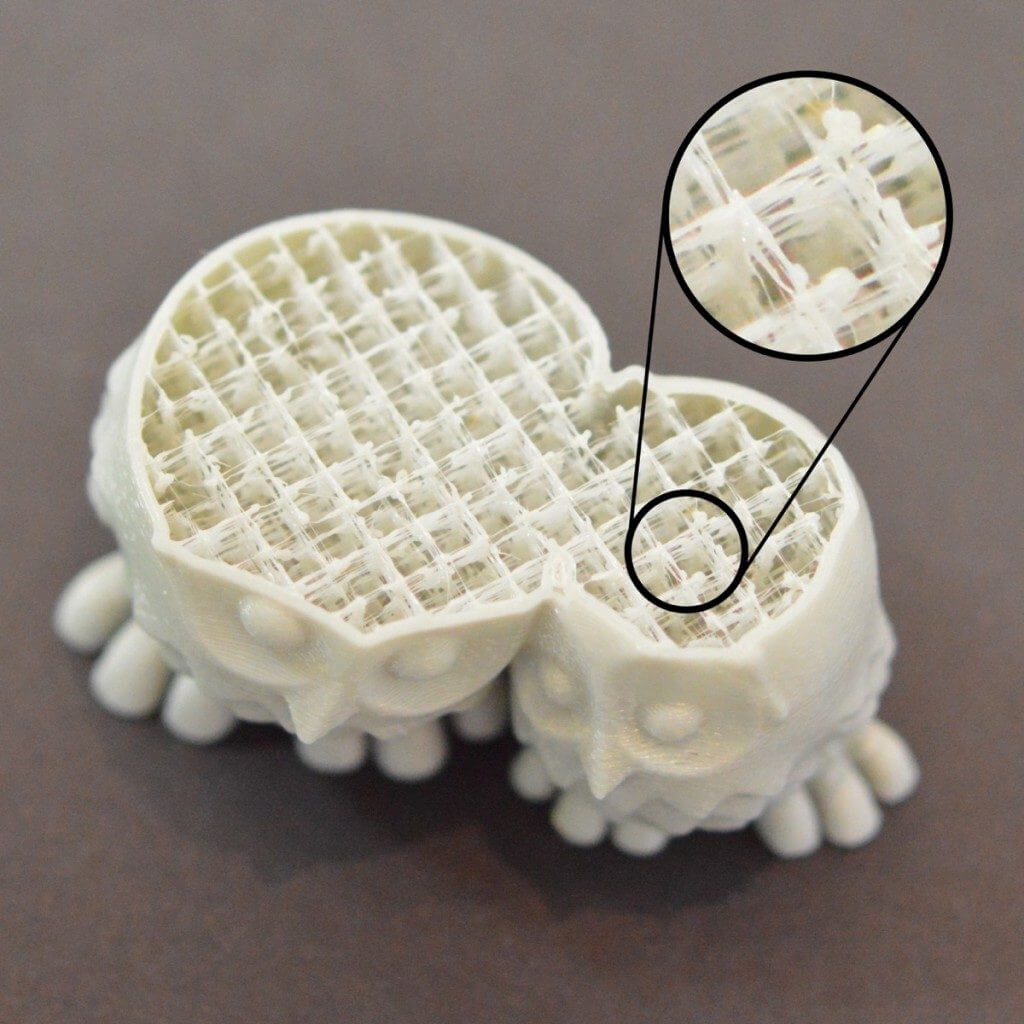
نوع ایراد: ایجاد فاصله میان infill و پوسته
دلیل ایراد: کم بودن میزان همپوشانی infill و outline، سرعت زیاد پرینت
روش رفع ایراد: همپوشانی infill و outline را زیاد کنید، سرعت پرینت را کم کنید
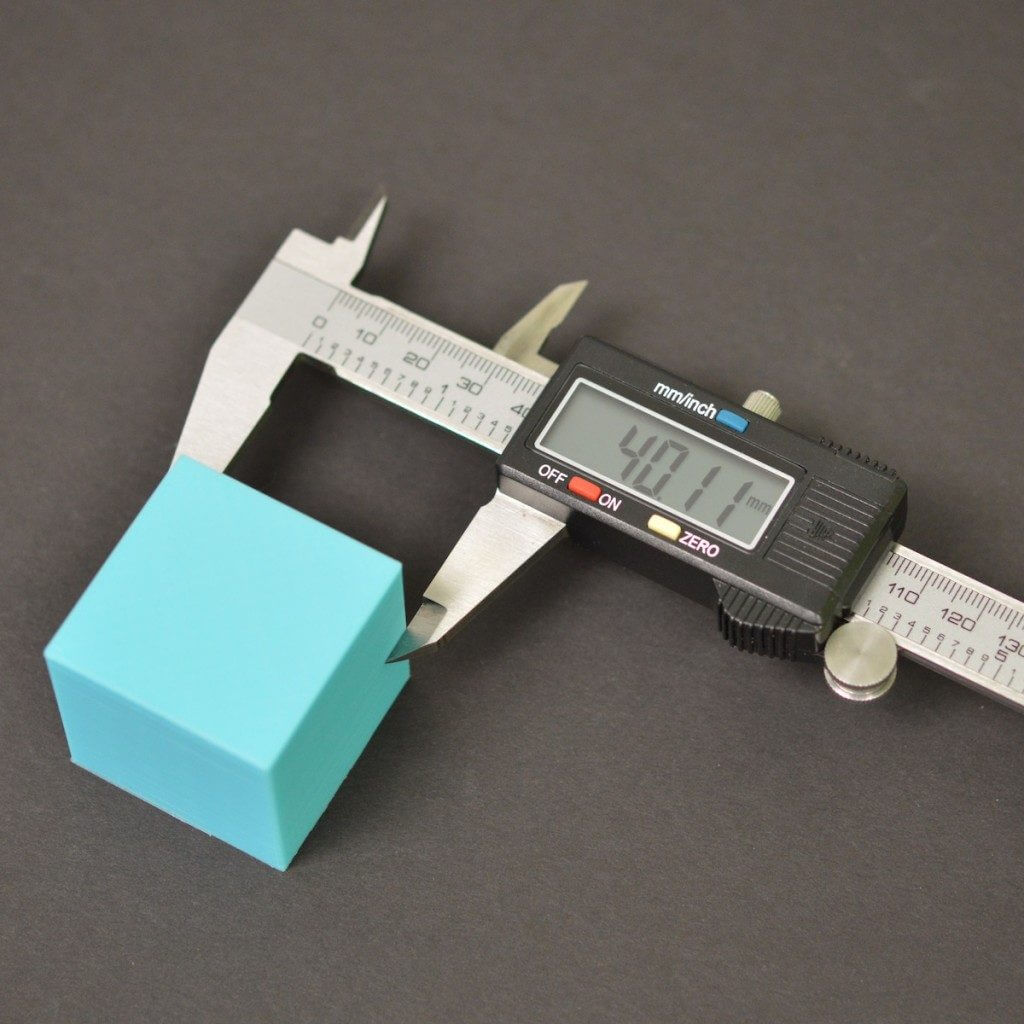
نوع ایراد: دقت کم ابعادی
دلیل ایراد: لقی و فرسودگی در مکانیزمهای حرکتی، سرعت زیاد پرینت، دمای زیاد نازل
روش رفع ایراد: دمای نازل را کم کنید، قطعات فرسوده را تعویض کنید، سرعت پرینت را کم کنید
نوع ایراد: اعوجاج و غری قطعه
دلیل ایراد: دمای زیاد نازل، خاموش بودن فن یا دور کم آن
روش رفع ایراد: دمای نازل را کم کنید، فن را روشن کنید یا دور آن را افزایش دهید
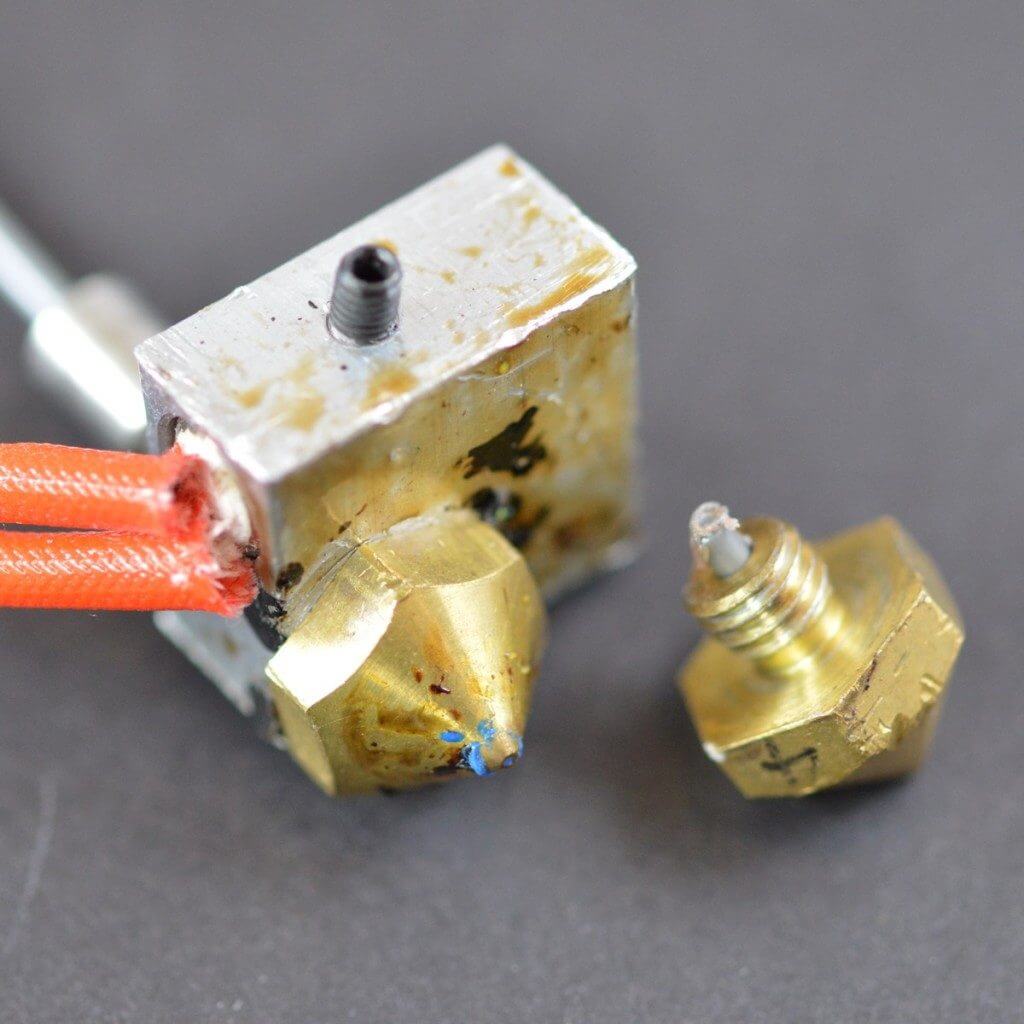
نوع ایراد: گیر کردن فیلامنت در اکسترودر
دلیل ایراد: باقی ماندن فیلامنت در اکسترودر در پایان کار، خراب شدن لوله تفلونی، سوختن فیلامنت در نازل
روش رفع ایراد: نازل را پیشگرم کنید و فیلامنت را با دست فشار دهید تا مجرا باز شود، از سوزن مناسب با قطر نازل برای رفع گرفتگی استفاده کنید، لوله تفلنی را تعویض کنید، در پایان پرینت فیلامنت را خارج کنید
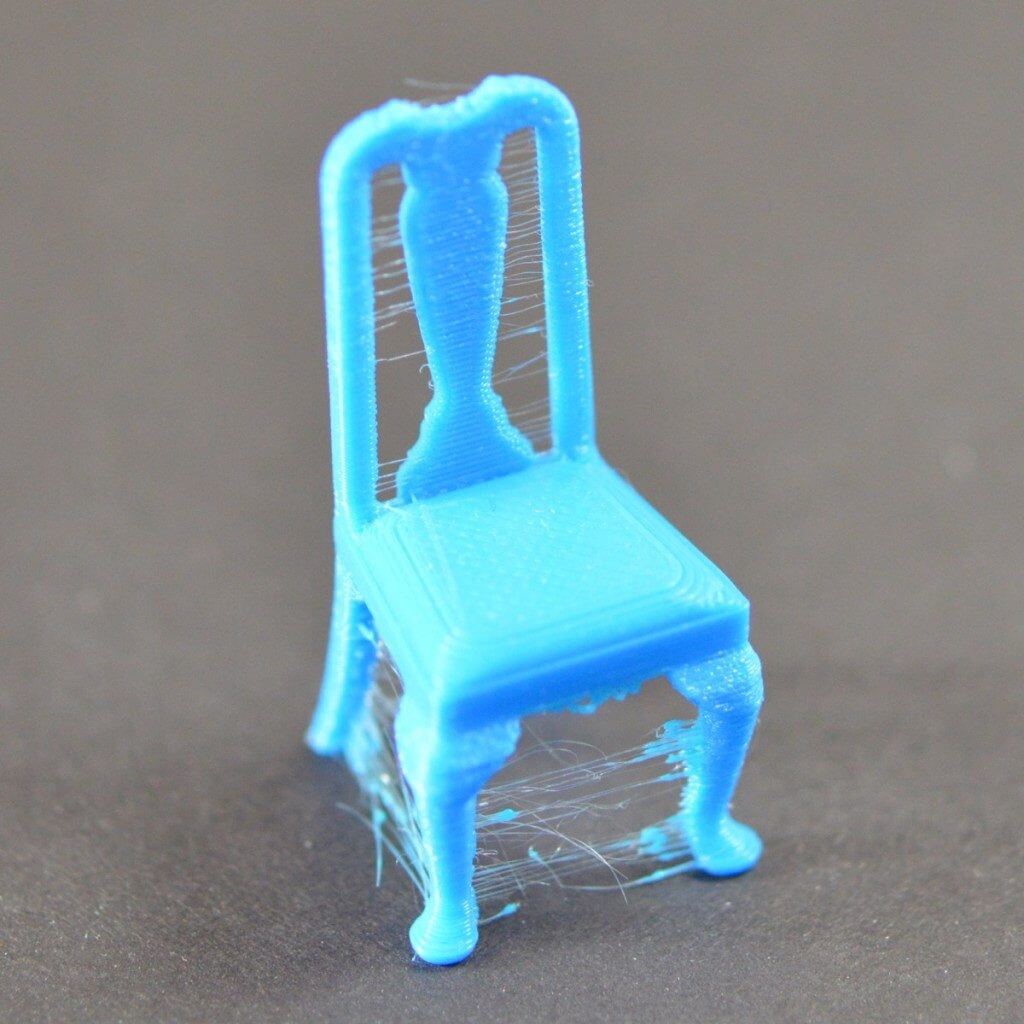
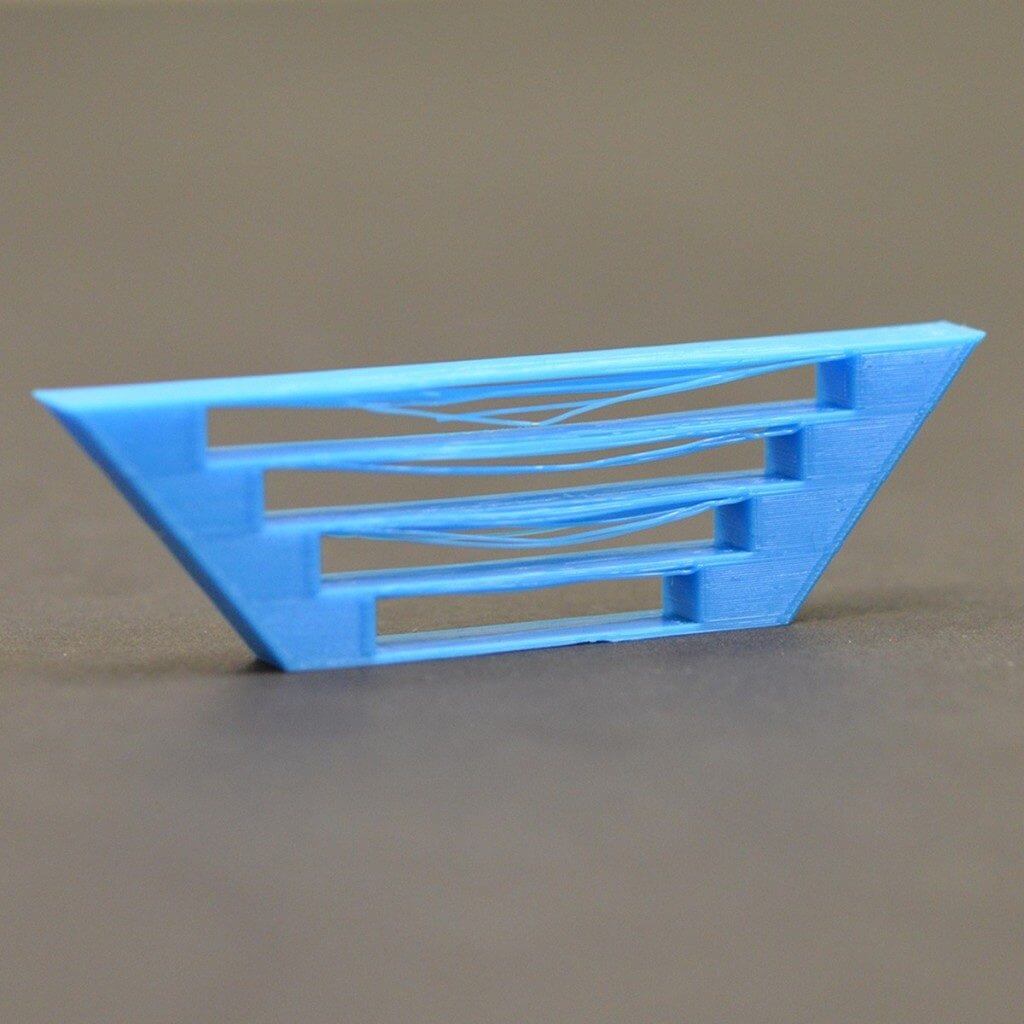
نوع ایراد: تارعنکبوتی بستن قطعه
دلیل ایراد: کم بودن طول retract، دمای زیاد نازل
روش رفع ایراد: طول retraction را زیاد کنید، دمای نازل را کم کنید
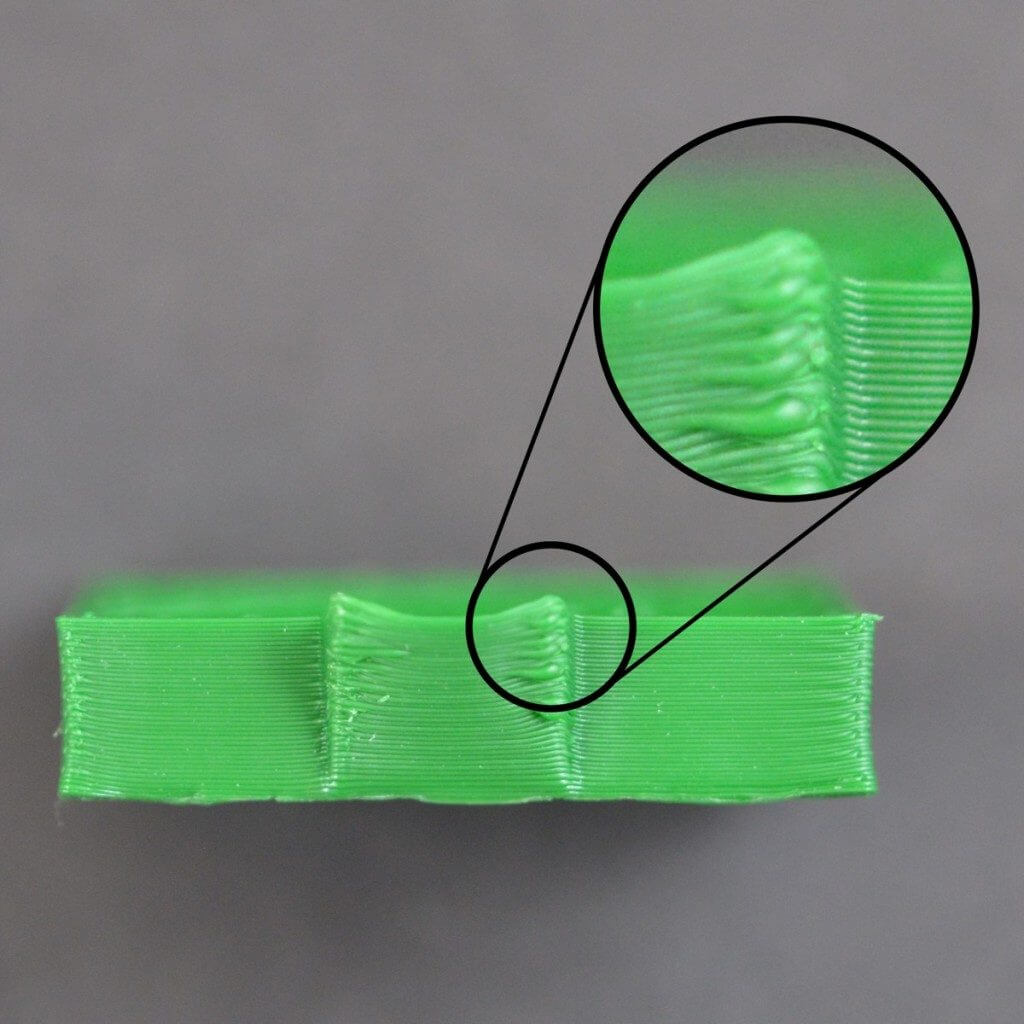
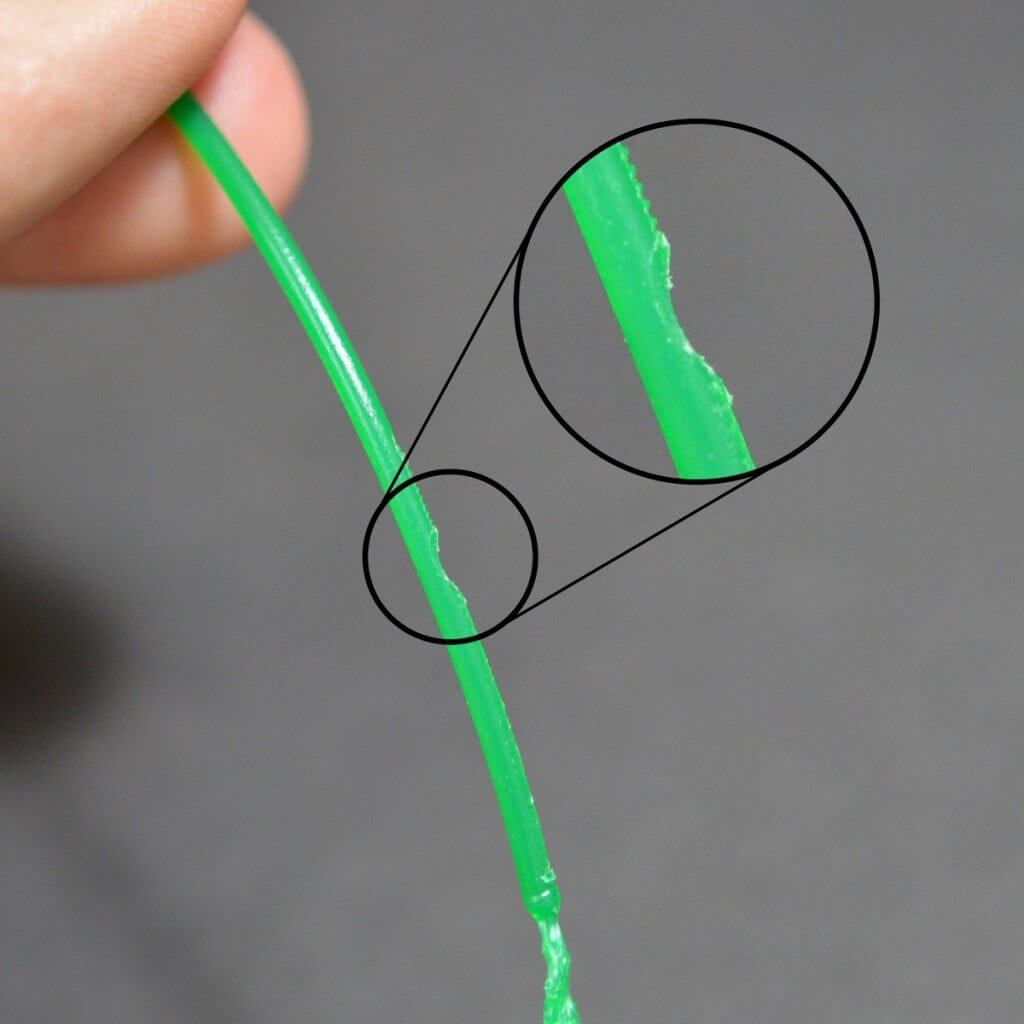
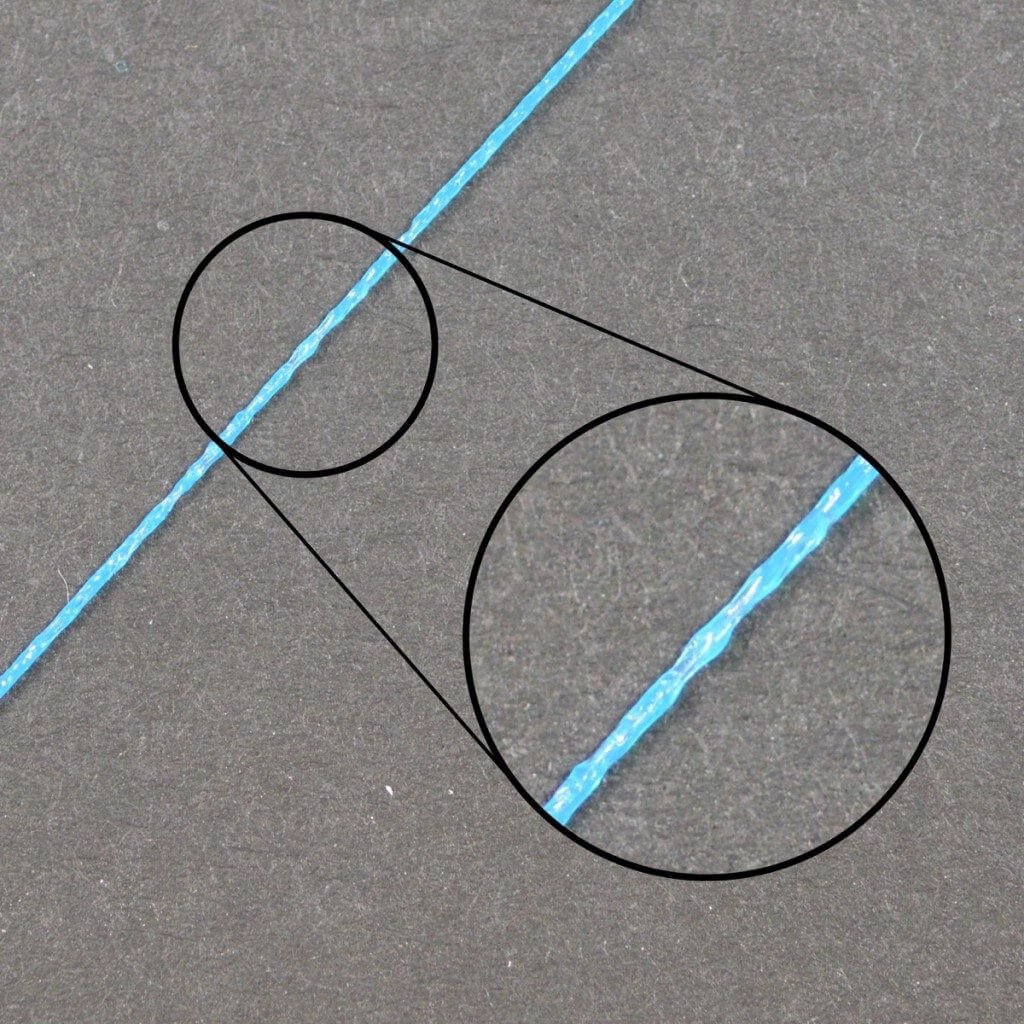
نوع ایراد: خوردگی محلی فیلامنت
دلیل ایراد: سرعت پرینت زیاد، گیر کردن نازل، دمای کم نازل، سرعت زیاد retract
روش رفع ایراد: سرعت پرینت را کم کنید، نازل را تمیز کنید، دمای نازل را زیاد کنید، سرعت retract را کم کنید
نوع ایراد: وجود فاصله میان دیواره های نازک
دلیل ایراد: قطر نازل زیاد
روش رفع ایراد: نازل کنونی را با نازلی با سوراخ خروجی کمتر تعویض کنید
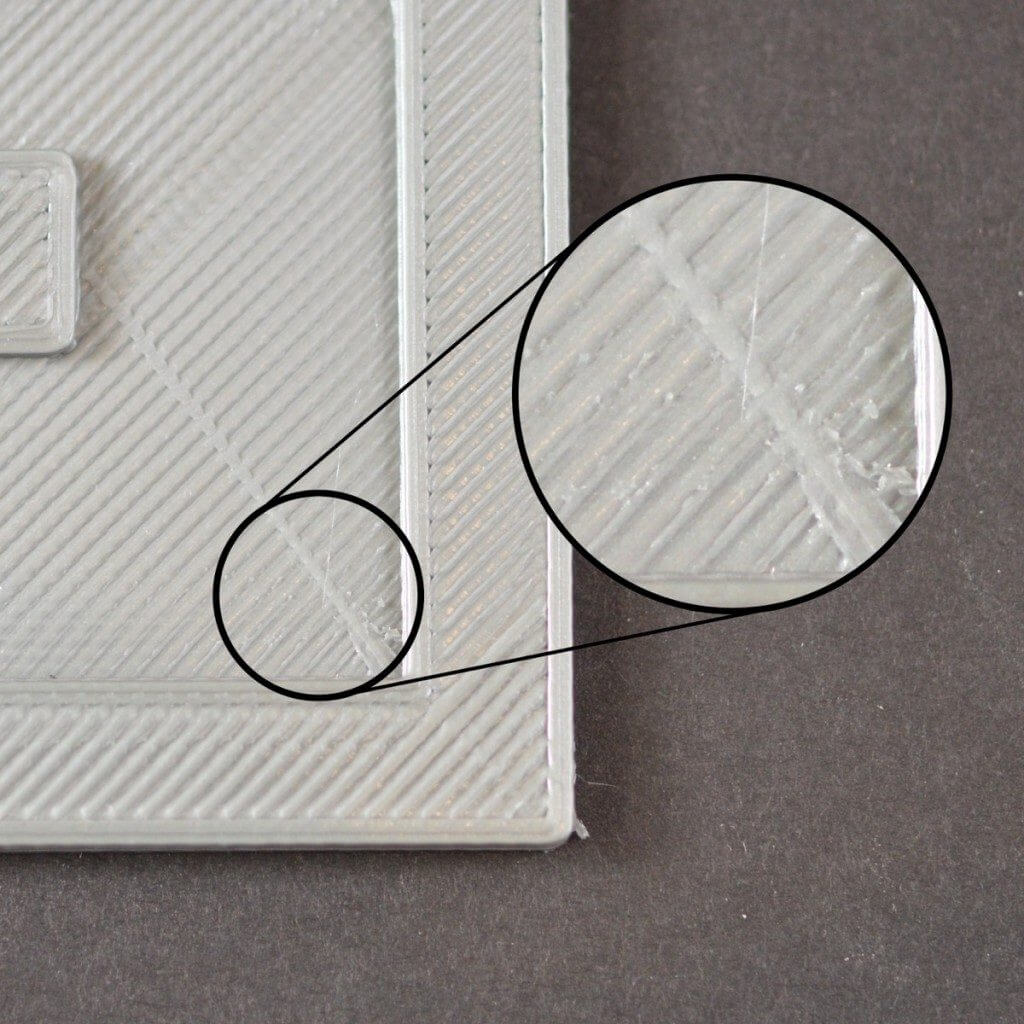
نوع ایراد: وجود فاصله در کف سازی قطعه
دلیل ایراد: کم بودن میزان همپوشانی infill و outline، سرعت زیاد پرینت
روش رفع ایراد: همپوشانی infill و outline را زیاد کنید، سرعت پرینت را کم کنید
نوع ایراد: ترک میان لایه ها (عموما فیلامنت ABS)
دلیل ایراد: محیط سرد است، دمای نازل کم است، ضخامت لایه گذاری زیاد است، در فیلامنت ABS فن خنک کننده روشن است
روش رفع ایراد: محیط را گرمتر کنید، دمای نازل را زیاد کنید، ضخامت لایه گذاری را کم کنید، در فیلامنت ABS فن خنک کاری را خاموش کنید
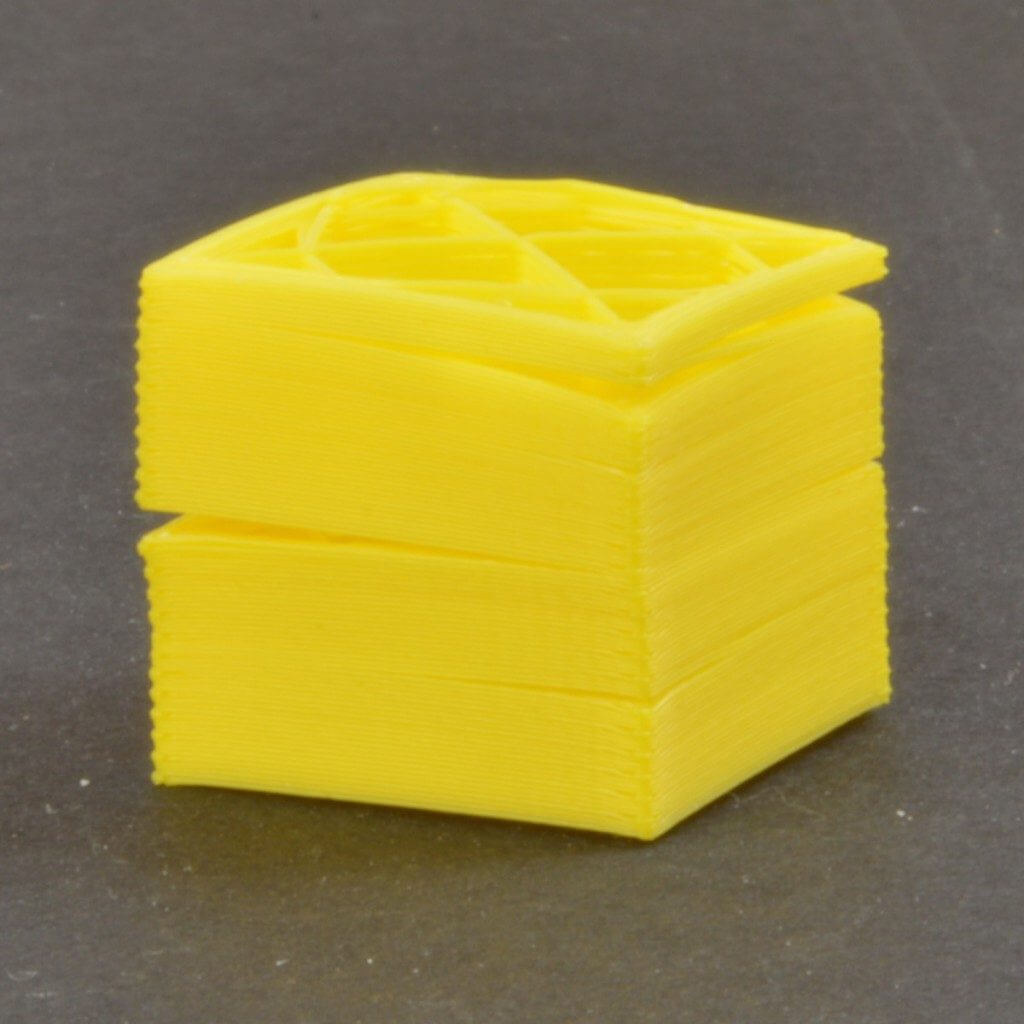
نوع ایراد: جابجایی لایه ها Layer shifting
دلیل ایراد: سرعت پرینت زیاد است، مکانیزم های حرکتی لق یا فرسوده اند، شتاب حرکت زیاد است، جریان استپر موتور کم است، تسمه ها شل هستند، سیم های استپر موتور قطعی دارد
روش رفع ایراد: سرعت پرینت را کم کنید، مکانیزم های حرکتی را بازبینی کنید، شتاب حرکت را کم کنید، جریان استپر موتور را زیاد کنید، قطعی سیم های استپر موتور را بررسی کنید
نوع ایراد: عدم تزریق یکنواخت نازل
دلیل ایراد: عدم کالیبراسیون صحیح میز ساخت، گیر کردن نازل، فاسد بودن یا مرطوب بودن فیلامنت
روش رفع ایراد: میز ساخت را کالیبراسیون کنید، نازل را تمیز کنید، فیلامنت را تعویض کنید
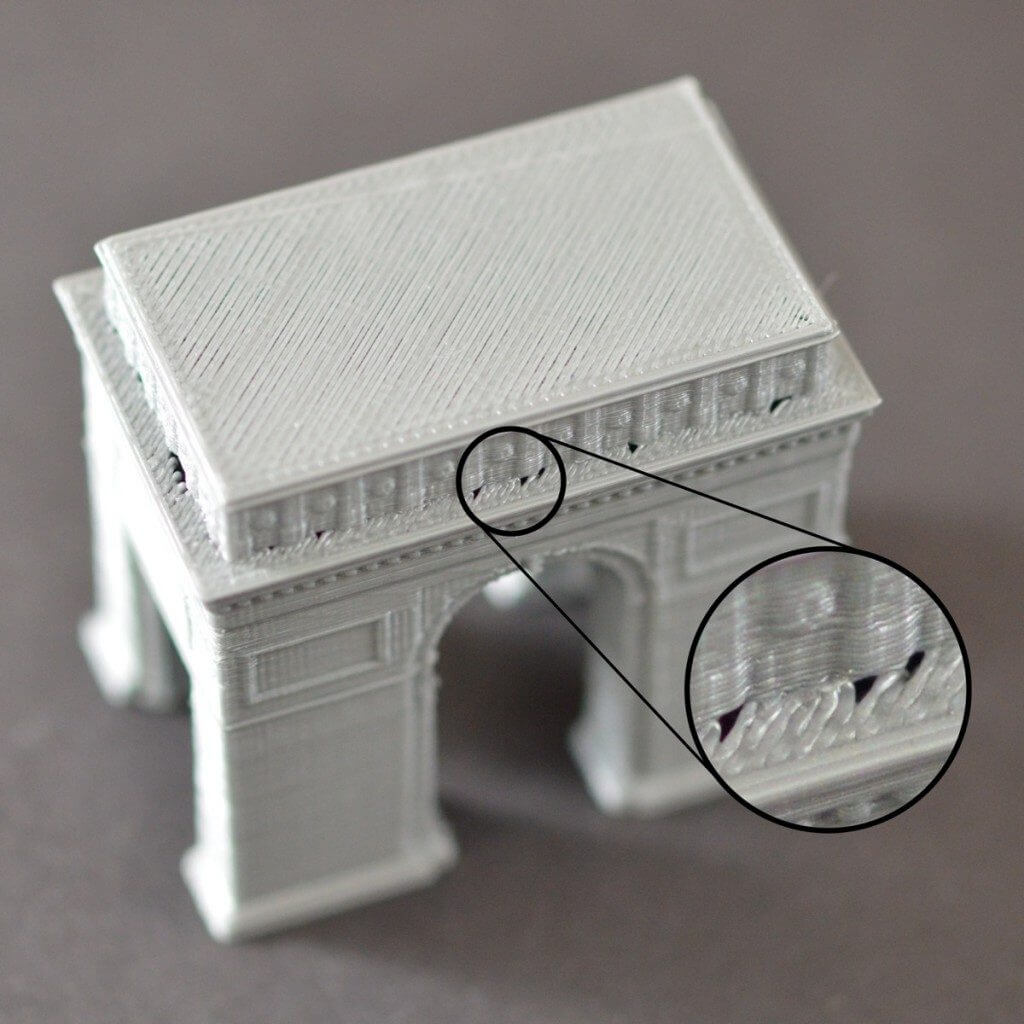
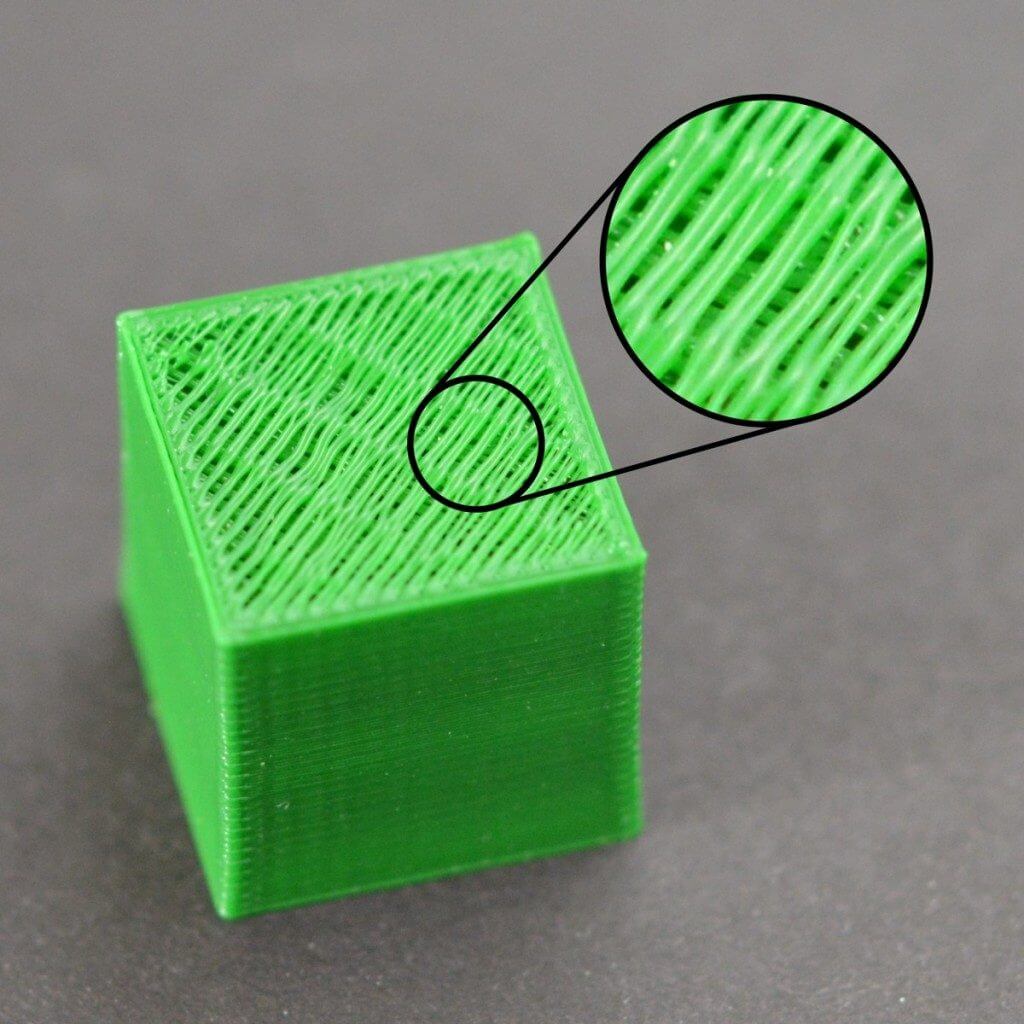
نوع ایراد: فاصله یا سوراخ در لایه انتهایی
دلیل ایراد: تعداد Top layers کم است، درصد infill کم است، دمای نازل کم است
روش رفع ایراد: تعداد Top layers را افزایش دهید، درضد infill را افزایش دهید، دمای نازل را زیاد کنید
نوع ایراد: معلق ماندن سقف در طول زیاد
دلیل ایراد: ساپرت گذاری در زیر سقف کم است
روش رفع ایراد: ساپرت گذاری را در مناطق معلق زیاد کنید و یا جهت پرینت را تغییر دهید
نوع ایراد: اعوجاج و غری در سطوح کوچک
دلیل ایراد: سرعت پرینت در طول پرینت کم زیاد است، دمای نازل زیاد است
روش رفع ایراد: سرعت پرینت در طول کم را کمتر کنید، دمای نازل را کم کنید
نوع ایراد: تزریق بیش از حد نازل
دلیل ایراد: قطر نازل در نرم افزار slicer اشتباه است، دمای نازل زیاد است
روش رفع ایراد: قطر نازل را در نرم افزار slicer تصحیح کنید، دمای نازل را کم کنید
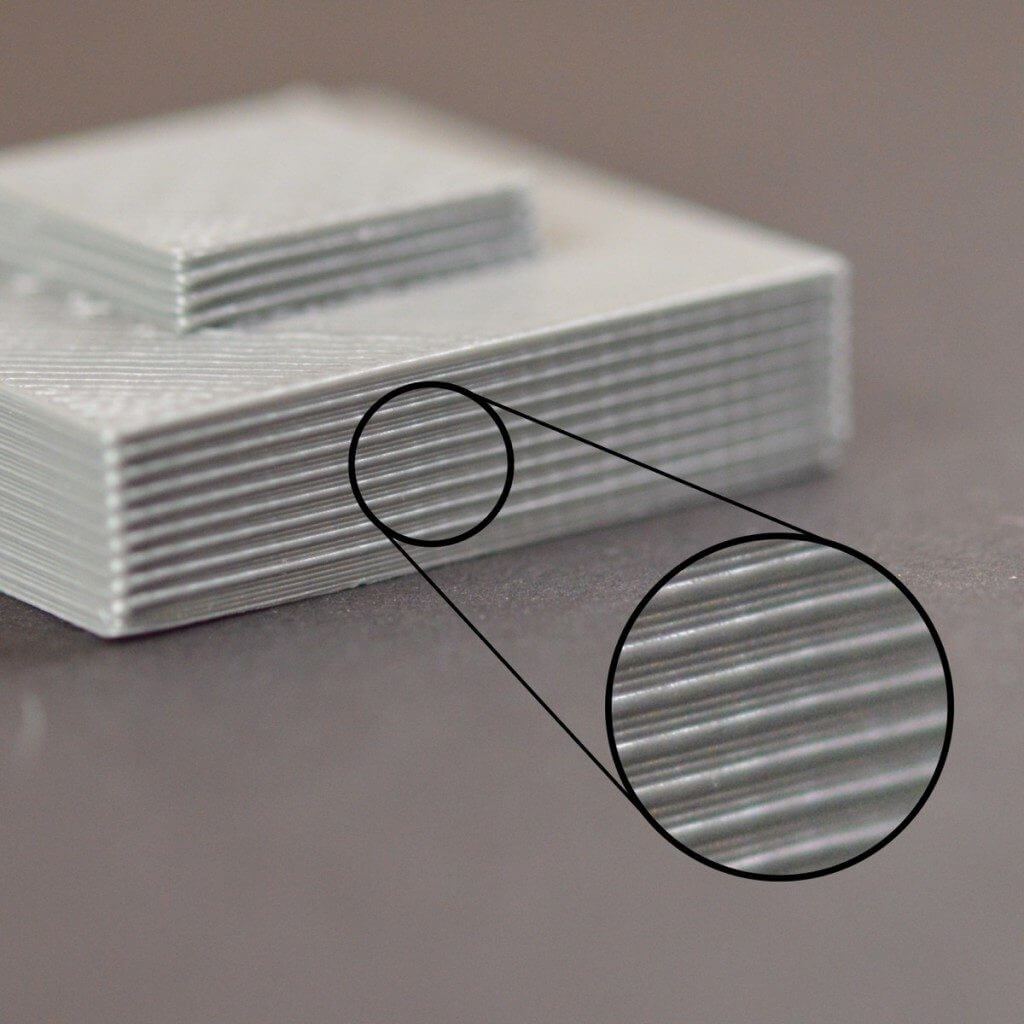
نوع ایراد: خطوط periodic یا متناوب در دیواره های کناری
دلیل ایراد: لنگی مکانیزم حرکتی در راستای محور Z، نوسان دمایی میز داغ
روش رفع ایراد: تعداد Top layers را افزایش دهید، درضد infill را افزایش دهید، دمای نازل را زیاد کنید
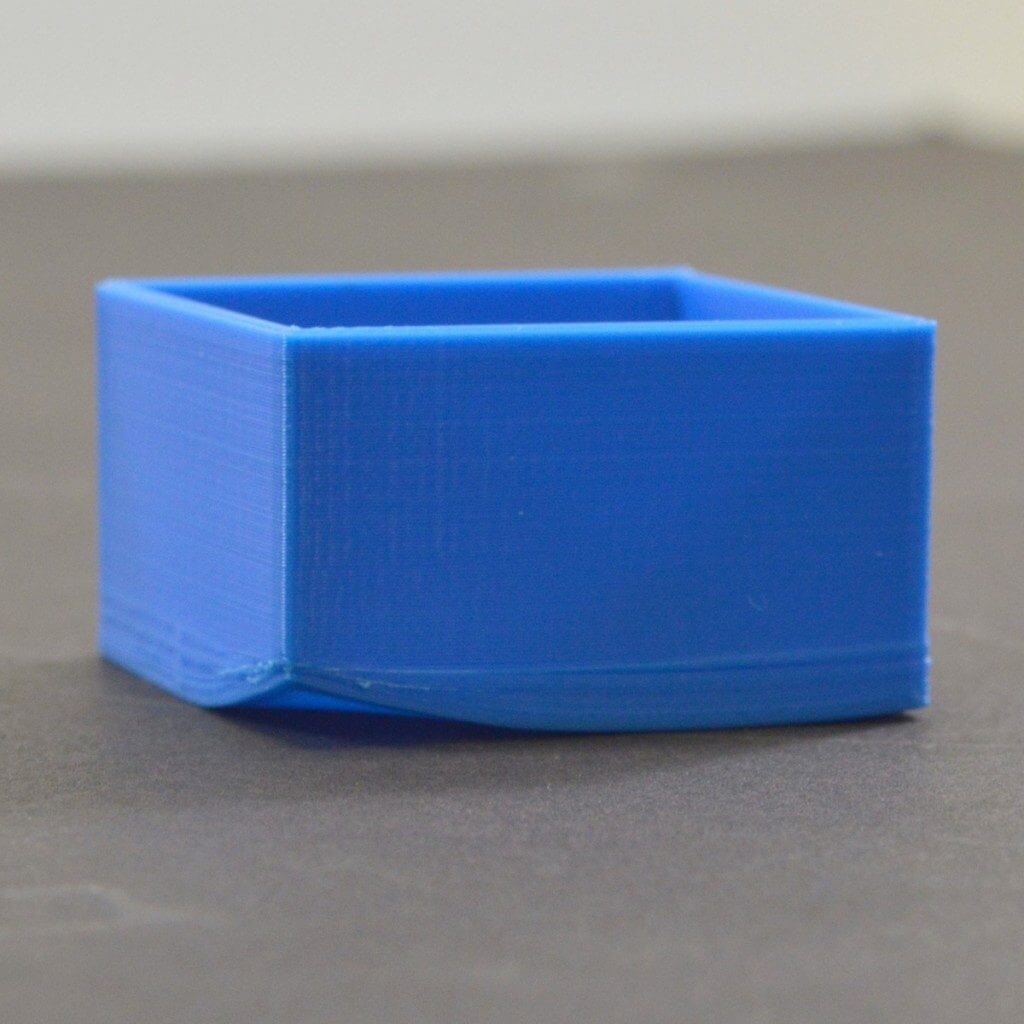
نوع ایراد: اعوجاج و غری لبه پایینی قطعه
دلیل ایراد: چسبندگی سطح کم است، دمای میز داغ کم است، فن خنک کاری قطعه روشن است
روش رفع ایراد: از چسب ABS یا PLA استفاده کنید، دمای میز داغ را افزایش دهید، فن خنک کاری قطعه را خاموش کنید، از raft یا brim استفاده کنید
نوع ایراد: تار عنکبوتی شدن infill
دلیل ایراد: سرعت پرینت در infill زیاد است، تراکم infill کم است
روش رفع ایراد: سرعت پرینت در infill را کم کنید، تراکم infill را زیاد کنید
نوع ایراد: کیفیت بد سطح در لایه انتهایی
دلیل ایراد: دمای نازل زیاد است، میزان تزریق feedrate زیاد است، Z-hop خاموش است
روش رفع ایراد: دمای نازل را کم کنید، میزان تزریق feedrate نازل را کم کنید، Z-hop را فعال کنید
نوع ایراد: کیفیت کم سطح در زیر قطعه
دلیل ایراد: تراکم ساپورت در زیر قطعه کم است، ضخامت لایه گذاری زیاد است
روش رفع ایراد: تراکم ساپورت در زیر قطعه را افزایش دهید، ضخامت لایه گذاری را کم کنید
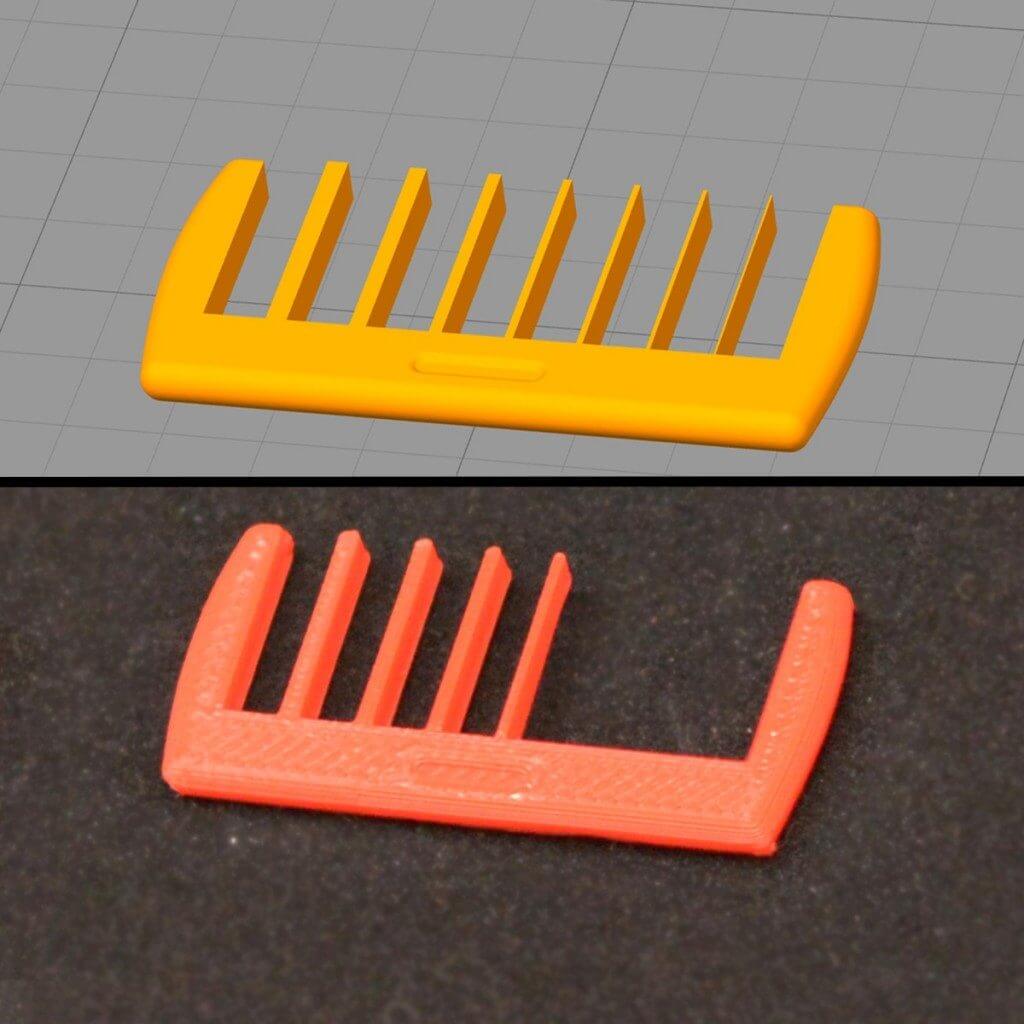
نوع ایراد: عدم پرینت قطعات نازک
دلیل ایراد: ضخامت آن بخش از قطعه کمتر از قطر نازل است
روش رفع ایراد: قطر نازل را کم کنید
نوع ایراد: قطع شدن تزریق نازل در میانه پرینت
دلیل ایراد: سرعت پرینت زیاد است، دمای نازل کم است، نازل گیر دارد، فشار فنر روی فیلامنت کم است
روش رفع ایراد: سرعت پرینت را کم کنید، دمای نازل را زیاد کنید، نازل را تمیز کنید، فشار فنر روی فیلامنت را زیاد کنید
نوع ایراد: فاصله و سوراخ میان خطوط تزریق لایه آخر
دلیل ایراد: دمای نازل کم است، مقدار feedrate تزریق فیلامنت کم است، تنظیم قطر نازل یا فیلامنت غلط است
روش رفع ایراد: دمای نازل را زیاد کنید، میزان تزریق feedrate نازل را زیاد کنید، قطر نازل و فیلامنت را در نرم افزار slicer چک کنید
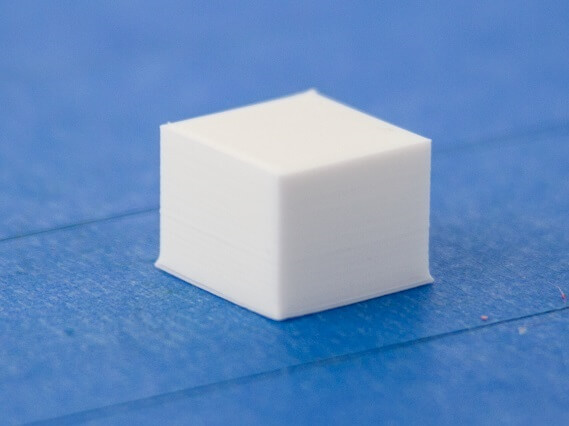
نوع ایراد: پا فیلی شدن قطعه
دلیل ایراد: نزدیکی بیش از حد نازل به میز ساخت در لایه های اولیه پرینت
روش رفع ایراد: کالیبراسیون مجدد میز ساخت، افزایش فاصله نازل تا میز ساخت، استفاده از Raft
reference for images: www.Simplify3d.com
آدرس: تهران، ملارد، به سمت صفادشت، روبروی هلال احمر یوسف آباد قوام، خیابان صنعت، نبش کوچه اول، کارخانه آپا